Die Fertigungsmittelanordnung ist immer dann Thema, wenn ein Produkt von der Produktgestaltung entworfen wurde und von der Prozessgestaltung in einen Fertigungsablauf gegliedert wurde.
Ausgangssituation sind die Prozesse und deren Prozessfolge/Prozesskette (PK) um ein zu fertigendes Produkt. Die nächste Frage ist dann, wie die Prozesse nach der Prozessfolge abgearbeitet werden und dabei mit den Fertigungsprozessen anderer (parallel oder nacheinander produzierter Produkte) in Einklang gebracht werden.
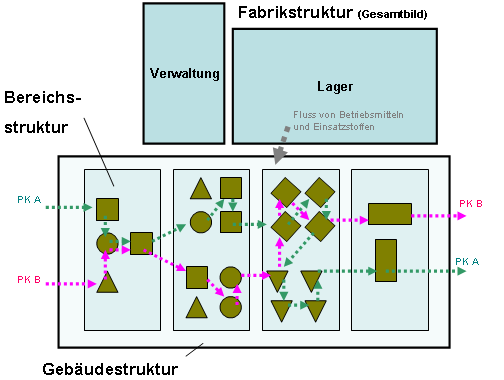
Die Fertigungsmittelanordnung wird in grundlegender Form durch das Fertigungsprinzip bestimmt. Ein Fertigungsprinzip beschreibt die räumliche Anordnung der Betriebsmittel – also die generelle Betriebsmittel-Struktur im Fabrik-Layout. Die Betriebsmittelanordnung folgt der Logik einer angestrebten Funktion. Mit der Wahl eines Fertigungsprinzips werden indirekt Durchlaufzeiten (Potenzial) von Werkstücken festgelegt. Die Bestimmung des Fertigungsprinzips ist eine Disziplin aus der Fabrikplanung und hängt auch von der Fertigungsart ab.
Jedes Projekt ist individuell (sonst wäre es kein Projekt!). Damit ergibt sich auch eine individuelle Herangehensweise, welche sich jedes Mal neu erfinden muss. Richtig?
Falsch! Es muss nicht immer das Rad neuerfunden werden. Sicher, eine ganz individuelle Herangehensweise – jedes Mal von Grund auf neu – bietet optimale Chancen auf herausragende Projektergebnisse. Es steht nur niemals die Projektqualität (heißt Planungs- und Umsetzungsqualität) allein im Vordergrund, sondern auch die Wirtschaftlichkeit (Budget) und die Projektzeit (Meilensteine).
Diese Konflikte können auf verschiedene Art und Weise entschärft werden. Beispielsweise kann die Projektzeit mit Simultaneous Engineering gesenkt werden, die Ergebnis- und Prozessqualität dabei sogar gesteigert werden. Eine weitere Möglichkeit, welche den Einsatz von Simultaneous Engineering fördert, ist die Standardisierung.
Das Wertstromdesign ist eine Methode zur Optimierung einer Produktion und aus der Prozessgestaltung und Fabrikplanung nicht mehr wegzudenken und wird entsprechend häufig von Hochschuldozenten empfohlen. Dieses Buch „Wertstromdesign: Der Weg zur schlanken Fabrik“ wurde vom Verein Deutscher Ingenieure (VDI) veröffentlicht. Der Preis für dieses Buch ist etwas hoch, hält jedoch höchsten Qualitätsansprüchen stand. Mit vielen Zusatzinformationskomplexen, wie das Vorgehensmodell zur Fabrikplanung nach der VDI-Richtlinie 5200, Taktabstimmungsdiagrammen und Exkursen zu OEE und REFA ist der hohe Preis absolut gerechtfertigt.
Das Buch beschreibt nachvollziehbar Methoden der effektiven Produktionsablaufanalyse, der produktfamilienorientierten Produktionsstrukturierung und geht auf die ideale Produktion als Soll-Ziel ein. Es werden weiterhin zehn Gestaltungsrichtlinien für eine Produktionsoptimierung erläutert, wofür das Buch zahlreiche leichtverständliche Formeln und Grafiken sowie Industriebeispiele zur Untermauerung aufführt.
Der Autor Klaus Erlach ist Mann vom Fach, kommt vom Fraunhofer-Institut für Produktionstechnik und Automatisierung (Stuttgart) und hat Maschinenbau und Philosophie studiert. Zielgruppe des Autors Klaus Erlachs sind vor allem Experten der Fertigungs- und Fabrikplanung, Studenten mit ingenieurwissenschaftlicher Ausrichtung und Techniker, welche in der Produktionsplanung arbeiten. Fabrikplanung ist eines der Kernfächer für Wirtschaftsingenieure, für welches dieses Buch eine besondere Bedeutung hat.
Poka-Yoke ポカヨケ („dumme Fehler – Vermeidung“) ist eine Ideologie, welche mit vielfältige Ansätze unternimmt, um Prozesse in der Fertigung, insbesondere Montage, zu optimieren. Der Schwerpunkt unter der Zielsetzung von Poka-Yoke, die Null-Fehler-Produktion anzustreben und näherungsweise zu erreichen. Werden Fehler festgestellt, wird die Ursache ergründet. Lässt sich die Ursache vermeiden, so wird sie im Sinne von Poka-Yoke so gut wie möglich abgestellt und tritt bestenfalls gar nicht mehr auf.
Poka-Yoke war ursprünglich eine Initiative von Dr. Shingo, Shigeo (新郷 重夫), welcher auch als Mitbegründer des Toyota Produktionssystems gilt, wovon Poka-Yoke wiederum ein Kernbestandteil ist. Poka-Yoke steht unter dem Dach von Kaizen 改善 („stetiges Verbesserungsstreben“).
Wertstromdesign (engl.: Value Stream Map) ist eine visuelle Darstellungsform der Resultate, betreffend Material-/Informationsflüssen, aus der Wertstromanalyse (engl.: Value Stream Mapping) und wird in der Regel in der Fabrik- oder Prozessgestaltung angefertigt. Die Wertstromanalyse ist eine Vorgehensweise im Lean Management (Optimierung der Wertschöpfung mit Ziel minimaler Verschwendung).
Das Wertstromdesign ist eine Darstellung des Material- und Informationsflusses über alle Wertschöpfungsprozesse hinweg bezüglich eines bestimmten Produkts oder einer Produktgruppe bzw. Teilefamilie. Die Wertstromanalyse ist eine Analyse des Ist- und Soll-Zustands mit Fokus auf alle am Wertschöpfungsprozesse, nicht auf einzelne Produktionsprozesse im Detail. Adressat des Wertstromdesigns ist vor allem die Geschäftsleitung. Das Wertstromdesign ist zudem eine nicht zu unterschätzende Hilfe für das Qualitätsmanagement.
Die Aufgabe der Wertstromanalyse fällt in der Regel in den Verantwortungsbereich des Fabrikplaners oder Arbeitsplaners bzw. Prozessplaners.
Ziele einer Wertstromanalyse
Mit einer Wertstromanalyse werden wichtige Kenngrößen, wie die Durchlaufzeit und Prozesszeiten, Bestände und unnötige/lange Transporte, Watzezeiten durch schlechte Taktabstimmung und Über-/Unterproduktionsmengen, ermittelt und Verbesserungspotenziale gefunden. Zudem wird sich auch mit bereits bekannten Größen auseinandergesetzt, welche dadurch in ein neues Licht rücken und überdacht werden können.
In der Produktion, Qualitätssicherung und der Geschäftsleitung ist das Wertstromdesign eine wichtige Stütze für die tägliche Arbeit und hilft, die Wertschöpfungsprozesse (da diese im Gesamtbild gezeigt werden) besser zu verstehen.
Vorgehensweise bei einer Wertstromanalyse (Ist-Analyse)
Die Vorgehensweise beginnt mit der Betrachtung der Produktgruppen bzw. Teilefamilien. Diese müssen im Rahmen der Arbeitsgestaltung und Fabrikplanung bereits vorhanden oder geplant worden sein. Produktgruppen oder Teilefamilien sind mehr oder weniger homogene Produkte, mit konstruktiver Ähnlichkeit und dadurch mit nur gerinfügig voneinander abweichenden Fertigungswegen. Die gleiche Prozessfolgen für die Produkte einer Produktgruppe kann in einem Wertstromdesign untergebracht werden.
Die Art der Kunden und deren Anforderungen an die jeweilige Produktgruppe und die Lieferung müssen zunächst betrachtet werden. Der genaue Kundenbedarf oder eine Schätzung (z. B. aus eigenen Erfahrungswerten), je genauer, umso besser, ist zu ermitteln.
Die Wertstromanalyse beginnt im Grunde erst mit der Aufzeichnung des Wertstromes. Interessant sind dabei vor allem die Materialflüsse (Rohstoffe, Halbzeuge, Baugruppen etc.) und Informationsflüsse (z. B. Auftragspapiere, Konstruktionszeichnungen, Kanban-Karten etc.). Dabei sind alle Teile der Fabrik zu durchlaufen, welche vom Wertstrom der betrachteten Produktgruppe (auch nur zum Teil) durchquert werden. Es handelt sich um eine Ist-Aufnahme und betrachtet eher den Regelfall. Ausnahmewege sollten vermerkt, jedoch nicht direkt in den Wertstrom aufgenommen werden. Der Prozessplaner, welcher die Wertstromanalyse durchführt, sollte dabei nicht nur als Beobachter der Produktionsabläufe sein, sondern die beteiligten Verantwortlichen und Mitarbeiter zu Tätigkeitsbereichen, Aufgaben, Informationsschnittstellen, Bezugsquellen, Bestände und alle weiteren, relevanten Themen befragen.
In der Wertstromanalyse ist der, dem Wertstrom gegenläufige Weg üblich. Angefangen wird also nicht beim Materialeingang, sondern beim Warenausgang bzw. dem Versenden.
Die Beschreibung der Produktionsprozesse in der richtigen Reihenfolge, unter Angaben der Prozessaufgabe, Input und Output, beteiligtem Personal und verwendetet Ressourcen, macht den Kern der Wertstromanalyse aus. Die Daten können zwar aus den Arbeitsplänen entnommen werden, sollten jedoch vor Ort während des Prozesses gemessen werden (Stoppuhr und Messprotokoll); es sollten Durchschnittswerte genommen werden.
Transportvorlumen zwischen den Prozessen (Materialfluss) werden dokumentiert. Auch dort, wo kein Material transportiert, jedoch zwischengelagert wird, werden als Lager im Wertstromdesign gekennzeichnet. Es sollen möglichst tatsächliche Werte betrachtet werden und nach Möglichkeit auf eine Bestandsaufnahme laut IT-System verzichtet werden. Zwischen zwei Prozessen finden theoretisch, so auch im Wertstromdesign, immer Transporte statt, auch, wenn die beiden Prozesse praktisch im selben Raum durchgeführt werden. Es werden außer- und innerbetriebliche Materialflüsse unterschieden. Für die Auftragsabwicklung ist der zugehörige Informationsfluss zwischen den Geschäftsprozessen zu identifizieren und analysieren.
Vorgehensweise bei einer Wertstromanalyse (Soll-Analyse)
Die Soll-Analyse folgt idealerweise nach der Ist-Analyse und berücksichtigt die Verbesserungsvorschläge.
Beispiel eines Wertstromdesigns
Prozesse
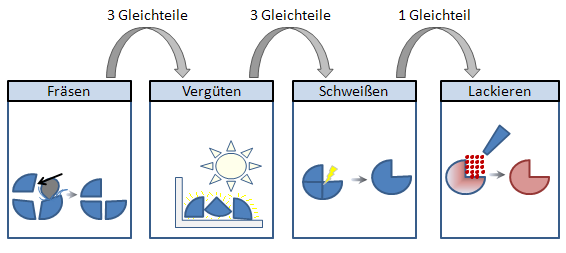
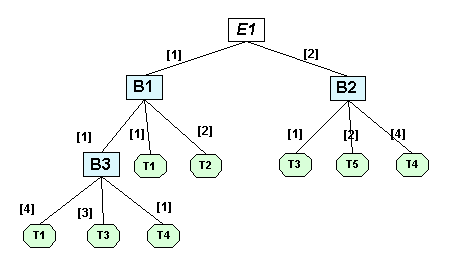
Ein Produktionsunternehmen produziert Teile der Baugruppe AB, welche sich in der Produktion aus mehreren Teilen zusammen setzen.
Beschaffung, Bereitstellung, Kontrolle und Anpassung von Eingangsinformationen sind die Kernaufgaben der Planungsvorbereitung.
Hauptziel ist die positive Beeinflussung der Wirtschaftlichkeit, noch bevor die Festlegung der Erzeugnisgestaltung und -erstellung vorgenommen wurde. Die Planung stellt einen systematischen,im Vorfeld definierten Vorgang da, welcher die spätere Abwicklung der Leistungserstellung und -bereitstellung gewährleisten und hinsichtlich Qualität und Wirtschaftlichkeit optimieren soll.
Die Planungsvorbereitung arbeitet primär in der Arbeitsvorbereitung, jedoch insbesondere gemeinsam mit der Konstruktion, aber auch mit den Kunden bzw. dem Vertrieb und den Lieferanten. Dabei greifen die Verantwortlichen der Planungsvorbereitung direkt und indirekt in die Prozesse der Konstruktion, Einkauf und Vertrieb ein.
CNC (Computerized Numerical Control, etwa: „computerisierte numerische Steuerung“) ist ein Verfahren zur elektronischen Steuerung und Regelung von Werkzeugmaschinen (CNC-Maschinen) über spezielle CNC-Steuereinheiten wie Controller und Computer. CNC ist ein komplexes Regelungssystem, die Steuerung erfolgt mit programmierbaren Mikroprozessoren.
Die Bearbeitungsabfolge und zugehörige Parameter werden in einem NC-Programm definiert, eine Dreh-/Fräsmaschine führt diese Bearbeitungsabfolge aus.
CNC ist die erweiterte, modernere Form des NC (Numerical Control). NC basierte noch weitgehend auf der Lochkarteneinlesung und konnte nur extern verändert werden, der Bediener kann das Programm also nur starten/beenden, aber (anders als bei CNC) nicht anpassen.
CNC spielt in der Produktion (speziell in der Prozessgestaltung und Fertigungsplanung) eine wichtige Rolle.
Die Erzeugnisgliederung ist eine firmeneigene, hierarchische Gliederung produktspezifischer Unterteilungen eines Erzeugnisses. Diese aus der Konstruktion stammende Gliederung dient als Basis für herzustellende Zeichnungs- und Stücklisten.
Stücklisten sind Mengendarstellungen der Konstruktionselemente in Listenform. Stücklisten werden in der Prozessgestaltung benötigt und verbinden als Schnittstellendokument die Konstruktion vor allem mit dem Einkauf und der Fertigung.
Stücklisten sind auf den Informationsbedarf des Empfängers angepasst. Neben der Prozessgestaltung und Konstruktion sind angepasste Stücklisten auch für die Fertigung, Einkauf, Qualitätsprüfung und der Kalkulation/dem Controlling von Bedeutung. Während die Einkaufsstückliste aus dem Dispo-Stil abgeleitet ist und nur Teile von externen Produzenten enthält, sind Komponenten in der Konstruktionsstückliste nach konstruktiven Aspekten aufgeführt.
Die Festlegung der Prozessfolge ist ein Kerngebiet in der Prozessgestaltung bzw. Arbeitsplanung.
Die Festlegung der Prozessfolge geschieht durch den Prozessplaner (Arbeitsplaner) in Zusammenarbeit mit der Konstruktion und Fertigung. Der Arbeitsplaner muss hierzu über fundiertes Wissen um die Fertigungsmaterialien und -mittel, Fertigungstechnologien (anschaffbare und vorhandene) sowie Kenntnisse über den Einkauf haben und bestenfalls Zulieferer(-möglichkeiten) kennen.